
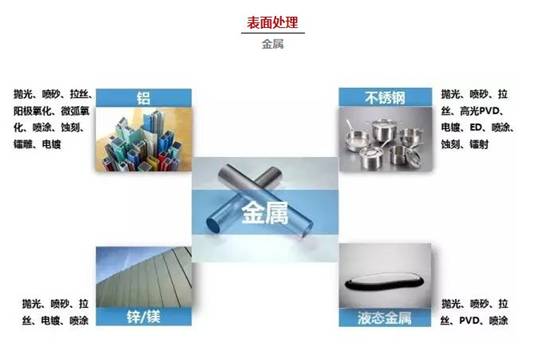
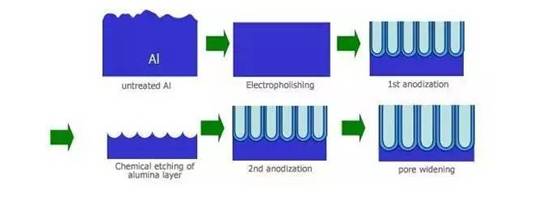
平博体育网站网页版 百老汇娱乐官方网站 14 发表时间:2015-09-15 14:20 表面处理即是通过物理或化学的方法在材料表面形成一层具有某种或多种特殊性质的表层。通过表面处理可以提升产品外观、质感、功能等多个方面的性能。 外观 : 颜色、图案、logo、光泽\线条(3D、2D); 质感 : 手感、粗糙度、寿命(品质)、流线型等等; 功能 : 硬化、抗指纹、抗划伤; 下面就金属、塑料、玻璃的多种表面处理工艺做详尽介绍: 一、 阳极氧化 阳极氧化 : 主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。 工艺流程: 技术特点: 、提升强度 2 、实现除白色外任何颜色 3 、实现无镍封孔,满足欧、美等对无镍的要求 技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。 二、 电泳 ( ED-Electrophoresis deposition )
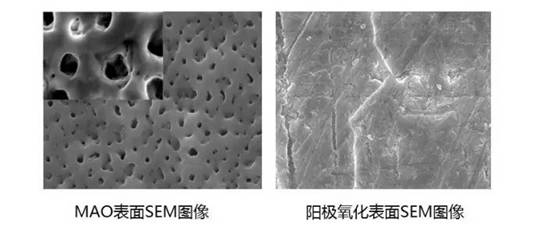
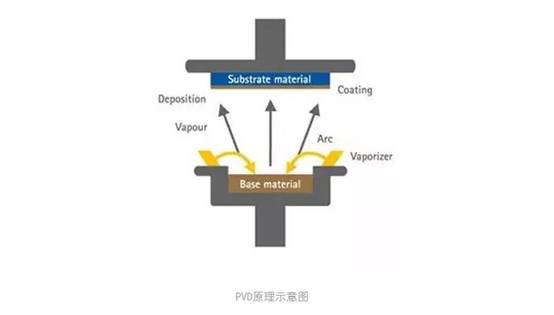
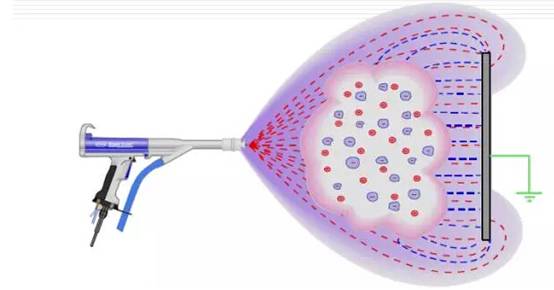
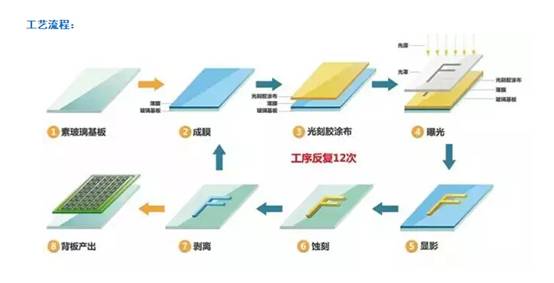
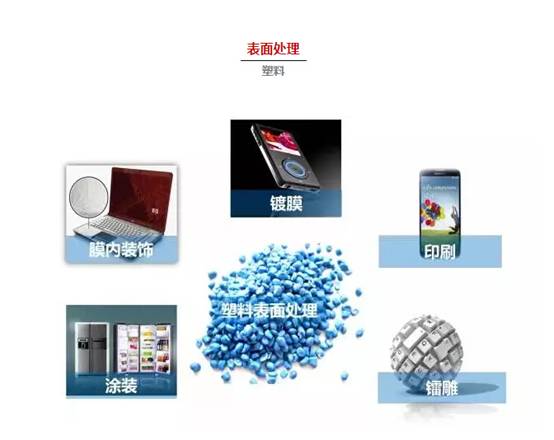
电泳: 用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。 工艺流程 : 前处理→电泳→烘干 技术特点: 优点: 1、 颜色丰富 2、 无金属质感,可配合喷砂、抛光、拉丝等; 3、 液体环境中加工,可实现复杂结构的表面处理; 4、 工艺成熟、可量产; 缺点 : 掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。 三、 微弧氧化 (MAO) 电泳: 用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。 工艺流程 : 前处理→电泳→烘干 技术特点: 优点: 1、 颜色丰富 2、 无金属质感,可配合喷砂、抛光、拉丝等; 3、 液体环境中加工,可实现复杂结构的表面处理; 4、 工艺成熟、可量产; 缺点 : 掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。 三、 微弧氧化 (MAO) 优点: 1 、陶瓷质感,外观暗哑,没有高光产品,手感细腻,防指纹; 2 、基材广泛:Al, Ti, Zn, Zr, Mg, Nb, 及其 合金等; 3 、前处理简单,产品耐腐蚀性、耐候性**,散热性能佳。 缺点: 目前颜色受限制,只有黑色、灰色等较成熟,鲜艳颜色目前难以实现;成本主要受高耗电影响,是表面处理中成本最高的其中之一。 四、 PVD 真空镀 物理气相沉积(Physical vapor deposition,PVD) : 是一种工业制造上的工艺,是主要利用物理过程来沉积薄膜的技术。 工艺流程: PVD 前清洗→进炉抽真空→洗靶及离子清洗→镀膜→镀膜结束,冷却出炉→后处理(抛光、AFP) 技术特点: PVD (Physical Vapor Deposition,物理气相沉积) 可以在金属表面镀覆高硬镀、高耐磨性的金属陶瓷装饰镀层 五、 电镀 (Electroplating) 电镀: 是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术。 工艺流程: 前处理→无氰碱铜→无氰白铜锡→镀铬 技术特点:优点: 1 、镀层光泽度高,高品质金属外观; 2 、基材为SUS、Al、Zn、Mg等;成本相对PVD低。 缺点: 环境保护较差,环境污染风险较大。 六、 粉末喷涂 (Powder coating) 粉末喷涂: 是用喷粉设备(静电喷塑机)把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层。 工艺流程 : 上件→静电除尘→喷涂→低温流平→烘烤 技术特点: 优点: 1 、颜色丰富,高光、哑光可选; 2 、成本较低,适用于建筑家具产品和散热片的外壳等; 3 、利用率高,100%利用,环保; 4 、遮蔽缺陷能力强;5、可仿制木纹效果。 缺点: 目前用于电子产品比较少。 七、 金属拉丝 拉丝: 是通过研磨产品在工件表面形成线纹,起到装饰效果的一种表面处理手段。根据拉丝后纹路的不同可分为:直纹拉丝、乱纹拉丝、波纹、旋纹。 技术特点: 拉丝处理可使金属表面获得非镜面般金属光泽,同时拉丝处理也可以消除金属表面细微的瑕疵。 八、 喷砂 喷砂: 是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需处理工件表面,使工件表面的外表面的外表或形状发生变化,获得一定的清洁度和不同的粗糙度的一种工艺。 技术特点: 1 、实现不同的反光或亚光。 2 、能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次。 3 、清楚前处理时遗留的残污,提高工件的光洁度,能使工件露出均匀一致的金属本色,使工件外表更美观,好看。 九、抛光 抛光: 利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。 针对不同的抛光过程:粗抛(基础抛光过程),中抛(精加工过程)和精抛(上光过程),选用合适的抛光轮可以达到**抛光效果,同时提高抛光效率。工艺流程: 技术特点: 提高工件的尺寸精度或几何形状精度,得到光滑表面或镜面光泽,同时也可消除光泽。 九、 蚀刻 曝光法: 工程根据图形开出备料尺寸-材料准备-材料清洗-烘干→贴膜或涂布→烘干→曝光→显影→烘干-蚀刻→脱膜→OK 网印法: 开料→清洗板材(不锈钢其它金属材料)→丝网印→蚀刻→脱膜→OK 技术特点: 优点: 1 、可进行金属表面细微加工; 2 、赋予金属表面特殊的效果; 缺点: 蚀刻时采用的腐蚀液体(酸、碱等)大多对环境具有危害。 一、模内装饰技术(IMD) 模内装饰技术(In-Mold Decoration-IMD): 是将已印刷好图案的膜片放入金属模具内,将成形用的树脂注入金属模内与膜片接合,使印刷有图案的膜片与树脂形成一体而固化成成品的一种成形方法。 IMD 包含IML(无拉伸、曲面小)、IMF(高拉伸产品、3D)、IMR(表面薄膜去掉,只留下油墨在表面)。目前业内把IML和IMF统称IML。 技术特点: 1 、精美的装饰图文、标识内藏,不受摩擦或化学腐蚀而消失; 2 、图文、标识及颜色设计可随时改变,而无需更换模具; 3 、三维立体形状产品的,印刷精度准确,误差±0.05mm; 4 、能提供图文、标识背透光性及高透光性的视窗效果; 5 、功能按键凸泡均匀、手感好,寿命可达100万次以上; 6 、三维变化,可增加设计者对产品设计的自由度; 7 、复合成型加工达到无缝效果。 二、喷涂( Painting )
喷涂: 利用喷枪等喷射工具把涂料雾化后,喷射在被涂工件上的涂装方法。 工艺流程: 注塑→底漆→烘干→面漆→烘干 技术特点: 优点: 1 、颜色丰富; 2 、液体环境中加工,可实现复杂结构的表面处理; 3 、工艺成熟、可量产; 4 、有独特的透明度,光泽度高。 缺点: 1 、成本过高,低成本定位产品不适用于此工艺; 2 、工艺相对复杂,良率较低。 三、NCVM不导电真空镀 NCVM: 又称不连续镀膜技术或不导电电镀技术,是采用镀出金属及绝缘化合物等薄膜,利用各不连续之特性,得到最终外观既有金属质感且不影响到无线通讯传输之效果。 技术特点: 1 、所制产品不导电,可以通过高压电表几万伏特的高压测试,不导通或不被击穿 2 、所制产品表面具有金属质感的同时可实现半透明化控制。 四、电镀 电镀: 使塑料以较高成品率及较低成本获得金属效果表面。与PVD相似,PVD是物理原理,电镀是化学镀,主要分为真空电镀和水电镀。 技术特点: 优点: 1 、重量减轻; 2 、全面节省成本; 3 、较少的加工工序; 4 、仿真金属零件。 缺点: 1 、包括金属插件在成型过程中不能变更; 2 、塑模制造大于200平方英寸的零件比拉模之铸造困难的多; 3 、电镀塑料用于某类家庭用具时存在着火的危险。 五、印刷 塑胶件印刷: 是通过移印、网印、转印等方法将所需图案印制在塑胶件表面的一种工艺 移印: 是一种间接的可凹胶头印刷技术,先将设计的图案蚀刻在印刷平板上,把蚀刻板涂上油墨,然后,通过硅胶头将其中的大部分油墨转印到被印刷物体上。 网印: 是孔版印刷术中的一种主要印刷方法:印版呈网状,印刷时印版上的油墨在刮墨板的挤压下从版面通孔部分漏印至承印物上。通常丝网由尼龙、聚醋、丝绸或金属网制作而成。 转印:水转印,热转印 水转印: 是利用水压将带彩色图案的转印纸/塑料膜进行高分子水解的一种印刷。 热转印: 是将花纹或图案印刷到耐热性胶纸上,通过加热,加压,将油墨层的花纹图案印到成品材料上的一种技术。 六、镭雕 镭雕: 也叫激光雕刻或者激光打标,是一种用光学原理进行表面处理的工艺,与网印移印类似,通过镭雕可以在产品表面打字或者图案。 技术特点: 1 、范围广泛、安全可靠 2 、精确细致、安全快捷 3 、成本低廉、节约环保 咬花: 是用化学药品如浓硫酸等对塑料成型模具内部进行腐蚀,形成蛇纹、蚀纹、犁地等形式的纹路,塑料通过模具成型后,表面具有相应纹路的一种工艺方法。 工艺流程: 模具接收→喷砂→化学清洗(酸洗)→贴花→上沥清粉→加热→上洋→干漆→化学腐蚀→化学清洗→喷砂→品检 技术特点: 1 、提升产品的视觉效果和手感 2 、防滑 3 、增大表面积,利于散热 4 、利于脱模,易于成型 一、玻璃钢化(物理) 钢化玻璃: 其实是一种预应力玻璃,为提高玻璃的强度通常使用化学或物理的方法。在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。
特点: 钢化玻璃具有抗冲击强度高(比普通平板玻璃高4~5倍)、抗弯强度大(比普通平板玻璃高5倍)、热稳定性好以及光洁、透明、防指纹等特点。 二、玻璃钢化(化学)-离子交换法 离子交换: 离子交换法强化玻璃是玻璃钢化的一种形式,属于化学的钢化,即将玻璃侵入到熔融状态的碱金属盐中,进行Na+与K+的交换,然后冷却得到的。 工艺流程: 原片检验→切裁→磨边→清洗干燥→低温预热→高温预热→离子交换→高温冷却→中温冷却→低温冷却→清洗干燥→检验→包装入库 1 、非常坚固,耐刮花,不会产生痕迹 2 、防破碎、抗裂纹。 三、抛光  玻璃抛光: 是指利用化学或者物理的方法,祛除玻璃表面的纹路,划痕以及一些其他的瑕疵,提高玻璃的透明度和折射率,让玻璃更加玻璃化。 抛光处理的方法主要包括: 1、 火抛光 2、抛光粉抛光3、酸抛光 4、机械抛光 四、印刷 印刷: 玻璃的印刷可采用丝网印刷、喷墨印刷和转移印刷等多种方式,目前大多仍采用丝网印刷。 丝网印: 丝网印刷是孔版印刷术中的一种主要印刷方法:印版呈网状,印刷时印版上的油墨在刮墨板的挤压下从版面通孔部分漏印至承印物上。通常丝网由尼龙、聚醋、丝绸或金属网制作而成。 五、镀膜 玻璃镀膜: 就是在玻璃表面涂渡一层或多层金属膜或金属化合物,以改变玻璃光学性能和物理性能。 技术特点: 1 、太阳透过率好 2 、单项透视功能及镜面反射效果 3 、保护隐私 4 、性能持久 六、AF Coating AFCoating : 即是利用蒸镀方式,在Lens表面镀上一层奈米级的涂层,该涂层会将Lens表面的毛细孔填充的更加绵密平实,使得脏污、油物不易附着于Lens表面,纵使沾于Lens也可以轻易擦拭掉。 技术特点: 防油防污 防指纹(指纹易擦除) |










| |
| |
| |
| |
| |